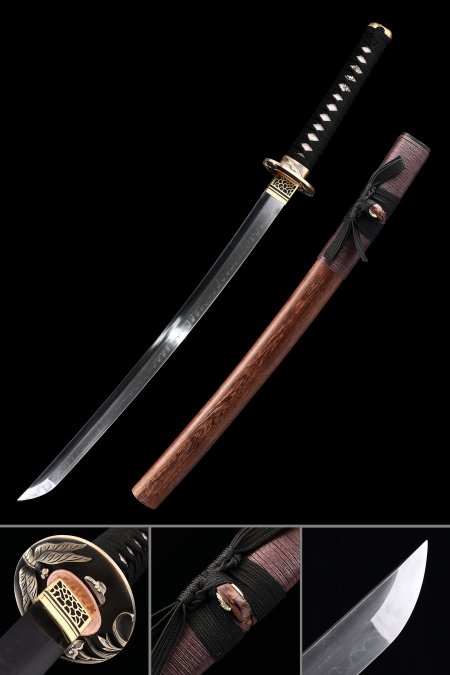
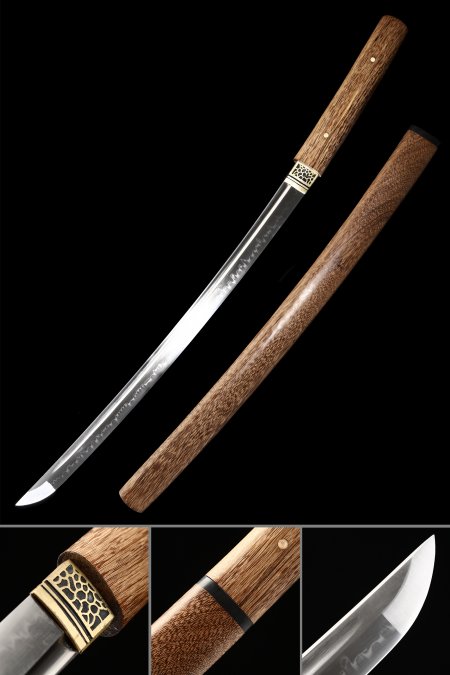
A hamon is produced through a process called differential hardening, or tsuchioki. A clay mixture is applied along the spine of the blade before the final quench — thicker along the back, thinner or absent near the edge. When the blade is heated and quenched in water or oil, the exposed edge cools rapidly and hardens into a martensitic crystalline structure, while the clay-insulated spine cools slowly and remains softer. The boundary between these two zones creates the visible hamon line. T10 carbon steel, with its relatively high carbon content and fine grain, responds particularly well to this technique, producing a hamon with strong visual definition and subtle activity along the transition zone. Each hamon is unique — no two blades will show identical patterns.