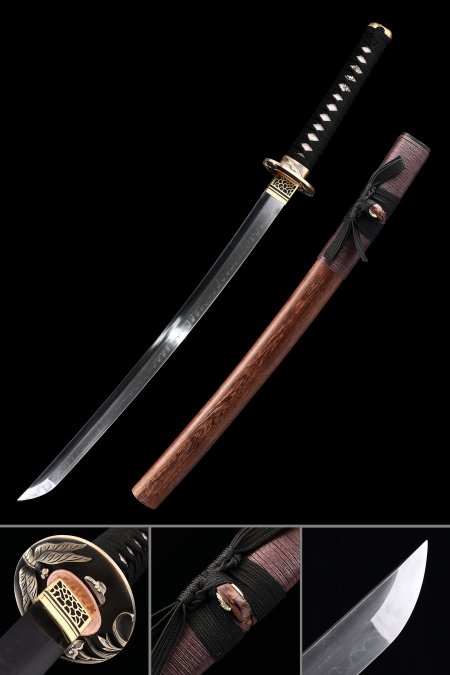
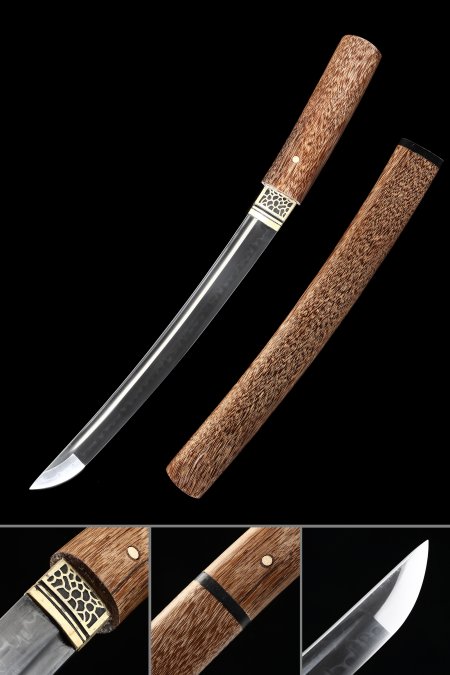
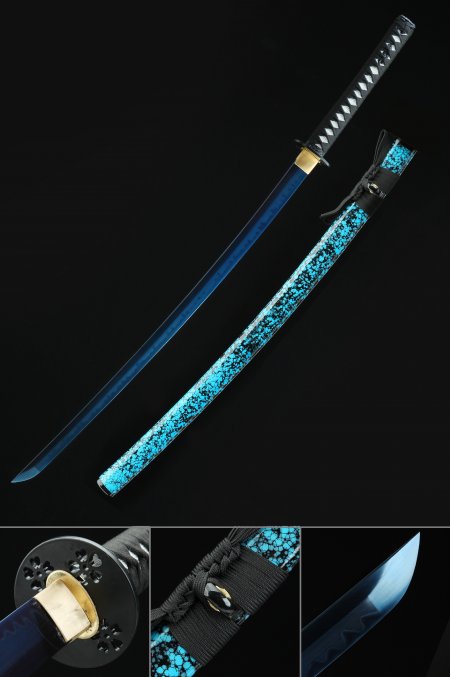
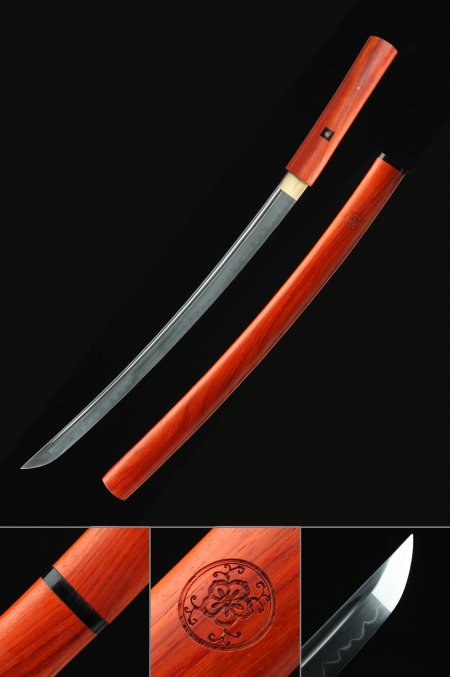
A real hamon is produced through clay tempering, a traditional heat-treatment technique. Before quenching, the smith applies a clay mixture to the blade - thicker along the spine, thinner near the edge. When the blade is heated and then submerged in water, the thinly coated edge cools rapidly, forming a hard martensitic structure. The clay-insulated spine cools more slowly, remaining comparatively softer and more flexible. The boundary between these two zones is the hamon. On T10 steel, which has a relatively high carbon content, this process produces a crisp, well-defined activity line that can show nie (fine crystalline particles) and nioi (a misty boundary effect) visible under good lighting. This is fundamentally different from an acid-etched hamon, which is simply a surface pattern applied chemically without any change to the steel's internal structure.