How does the manufacturing process differ when producing a straight ninjato versus a naturally curve
Updated Feb 2026
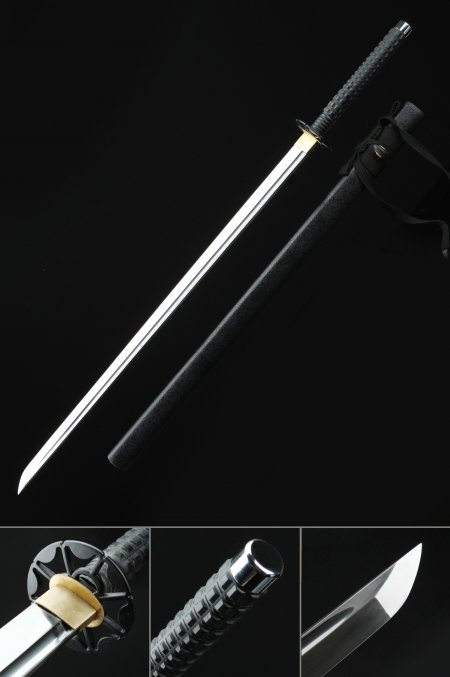
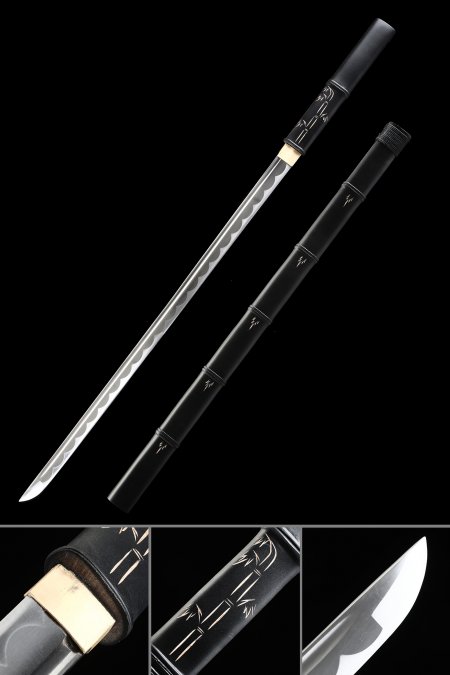
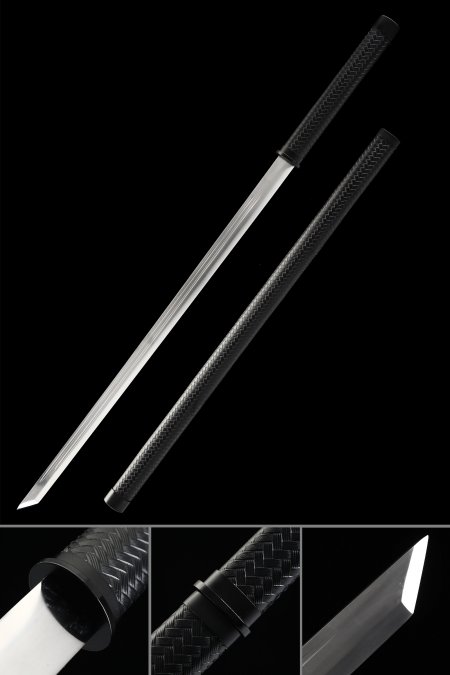
The manufacturing processes share common foundations but diverge at the critical heat treatment stage. Both straight ninjato and curved katana begin with the same forging process: heating a steel billet and hammer-shaping it into blade form on an anvil. The divergence occurs during heat treatment. For curved katana, the smith applies clay in varying thicknesses along the blade — thin on the edge, thick on the spine — before heating to critical temperature and quenching in water or oil. The differential cooling rate between the thinly and thickly clayed areas creates the natural sori curve and produces the visible hamon temper line. For straight ninjato, the smith typically uses one of two approaches: either applying clay uniformly so the entire blade cools at the same rate, producing no curve; or applying differential clay for edge hardness but then performing a deliberate post-quench straightening process that corrects the natural curve while preserving the differential hardness and hamon. The second approach is more technically demanding because it requires careful manipulation of the heated blade to achieve straightness without disrupting the internal crystal structure that the differential tempering established. This is one reason why well-made straight blades with genuine hamon are particularly valued by knowledgeable collectors.